
【机情无限 精彩毕设】机械2026届毕业设计(论文)中期检查优秀案例分享第十九期——基于改进遗传算法的CFRP/钛合金叠层材料钻孔参数优化研究

学生姓名:崔耀文
班 级:机械2022-01班
指导教师:魏莹莹
毕设题目:基于改进遗传算法的CFRP/钛合金叠层材料钻孔参数优化研究

一、概况
1.选题意义
(1)碳纤维增强复合材料(CFRP)与钛合金叠层材料具有高比强度、高耐疲劳性等优异性能,已成为航空航天翼身连接、承力结构等关键部件的核心用材。这类构件需加工大量连接孔,钻孔质量直接决定装配精度与结构工作的安全性。但由于二者物理性质差异显著,一体化制孔易出现损伤、毛刺、孔径偏差等缺陷。而传统试错法与单目标优化难以满足高质量加工需求,随着航空航天装备制造对加工精度与效率要求的不断提升,急需一种高效、精准的多目标参数优化方法。
(2)本研究拟建立优化体系,构建加权融合代理模型并提出改进遗传算法,实现多目标协同优化。研究成果可为叠层构件精密制孔提供工艺依据,具有重要工程应用价值。
2.任务分解
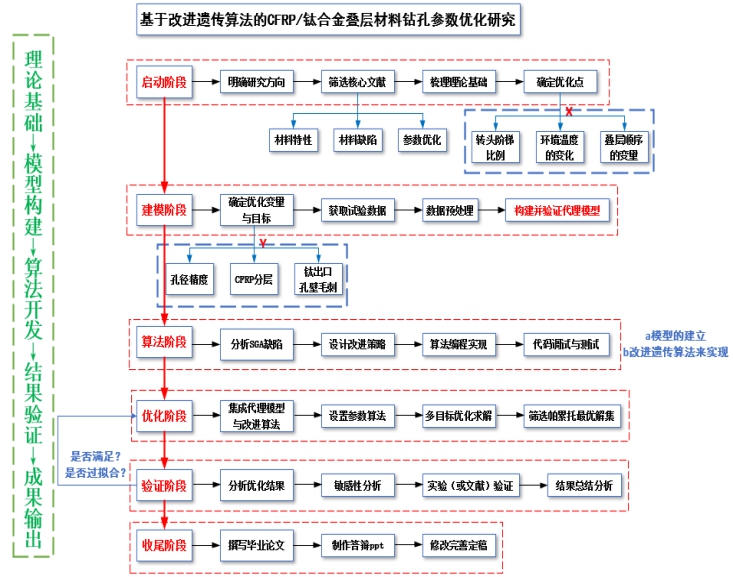
图1 毕业论文技术路线图
由上图,本论文按照“理论基础—模型构建—算法改进—优化求解—结果验证”技术路线核心逻辑推进,具体子任务分解如下:
子任务1:理论基础了解与文献梳理
(1)研读CFRP/钛合金叠层材料切削机理、材料特性、制孔缺陷生成机制(如分层、毛刺等)及参数优化相关文献,明确现有国内外研究现状(主要从钻孔加工质量和算法优化两个方面分析)。
(2)梳理遗传算法及多目标优化算法的发展现状,分析传统算法在叠层制孔优化场景中的适配性问题,思考自己的优化算法可以如何改进。
子任务2:优化参数及反馈结果的确立
(1)确定优化参数及反馈结果,转头阶梯比例、环境温度的变化、叠层顺序的变量,即为本次研究的3个优化参数(输入);孔的加工质量包括加工孔径的精度、CFRP分层、孔壁Ti毛刺,即为本次研究的3个反馈结果(输出)。
子任务3:参数-质量映射代理模型开发
(1)收集实验数据,并开展数据预处理。
(2)依据数据特征建立合适的模型,构建工艺参数与多质量指标间的映射关系,即构建二者之间关系的可量化桥梁,验证精度确保模型决定系数R²≥0.85。
子任务4:改进遗传算法设计与编程实现
(1)模型建立后,要有相应的算法进行编程实现。针对传统遗传算法存在的早熟收敛、种群多样性不足等问题,设计混沌初始化、自适应交叉变异概率2项核心改进策略。
(2)基于Python开发平台,完成改进遗传算法的编码实现,涵盖种群初始化、选择、交叉、变异、帕累托解集筛选等核心功能模块。
子任务5:多目标优化求解与结果验证
(1)将验证合格的代理模型嵌入改进遗传算法,设定合理的种群规模、迭代次数等参数,开展多目标优化求解,输出帕累托最优解集。
(2)通过敏感性分析,明确各工艺参数对制孔质量指标的影响规律,筛选3至5组最优参数组合进行重点分析。用已知试验数据对得出的“桥梁”进行合理性验证,完善并修改模型,避免出现数据过拟合的情况。
子任务6:研究成果整合与毕业论文撰写
(1)系统整理各阶段研究数据、模型文件、算法代码及验证结果,按规范要求完成毕业论文的书写。
(2)制作答辩PPT,筹备答辩相关问题的应答思路。
二、已完成工作
1.理论基础了解与文献梳理
(1)系统研读CFRP/钛合金叠层材料的切削机理、材料性能、制孔缺陷形成机制及工艺参数优化相关文献,梳理该领域现有研究进展与研究热点;总结遗传算法的发展现状,分析传统遗传算法在叠层制孔工艺优化场景下的适用性与局限性,进而探讨本研究中优化算法的改进思路与实现路径。
2.优化体系构建与试验数据预处理
(1)优化输入变量即为叠层制孔过程中可人工调控的工艺参数,确定本次研究的三大优化输入变量,如下表示:
表1 优化输入变量表
优化输入变量 | |
序号 | 名称 |
| 环境温度 |
| 钻头阶梯比例 |
| 叠层顺序 |
优化输出目标即衡量CFRP/钛合金叠层制孔质量好与坏的评价指标,是多目标优化的导向。确定本次研究的三大优化输出目标,所有目标均为极小化目标,如下表示:
表2 优化输出目标表
优化输出目标 | |
序号 | 名称 |
| CFRP总损伤 |
| 孔径偏差 |
| Ti毛刺高度 |
(2)对试验数据进行标准化预处理,本研究结合小样本数据集的特征,制定了“异常值剔除→数据归一化”的两步预处理流程,确保数据的有效性、一致性与合理性。异常值剔除采用2δ准则,同时采用Min-Max归一化方法对所有试验数据进行线性变换。64组试验数据经预处理后得到57组有效数据,试验数据预处理前后的对比情况如下:
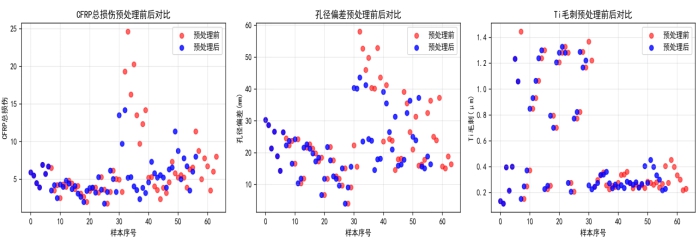
图2 试验数据预处理前后对比图
由图,预处理前部分样本存在明显异常值(红色点中偏离集中区域的点),经2δ准则剔除后,预处理后的数据(蓝色点)更集中、无明显噪声,说明数据清理有效,为后续代理模型构建提供了可靠的数据基础。
3.代理模型构建与验证
(1)构建响应面法(RSM)、支持向量回归(SVR)、高斯过程回归(GPR)三种经典基础模型,分析各模型的拟合特点与不足。随后引入极端随机树(ET)、四次多项式回归两种高精度模型,构建“GPR+ET+SVR+四次多项式”加权融合集成学习模型,采用控制变量法+逐次优化法试出最优、最科学的权重分配,实现三大加工质量指标的高精度统一预测,为后续加工参数优化提供可靠的模型基础。
经验证,如下表示,融合模型预测精度最优,三大指标R2均达0.8以上,RMSE控制在0.09以下,满足高精度预测需求;通过多模型协同互补,抵消了单一模型短板,稳定性显著优于单一模型。
表3 所有模型R²/RMSE指标对比表汇总
所有模型R²/RMSE指标对比汇总 | ||||
模型 | 评价指标 | CFRP总损伤 | 孔径偏差 | Ti毛刺 |
RSM | R2 | 0.222 | 0.441 | 0.81 |
RSM | RMSE | 0.136 | 0.15 | 0.12 |
SVR | R2 | 0.755 | 0.598 | 0.846 |
SVR | RMSE | 0.076 | 0.127 | 0.108 |
GPR | R2 | 0.869 | 0.725 | 0.924 |
GPR | RMSE | 0.0577 | 0.0969 | 0.0728 |
FINAL | R2 | 0.888 | 0.803 | 0.939 |
FINAL | RMSE | 0.0533 | 0.0821 | 0.0652 |
(2)数值表格只能体现数值间的差异,无法直接体现数值的分布规律。而图像可以更直观看出融合模型在贴合度、集中度和稳定性上的显著优势。
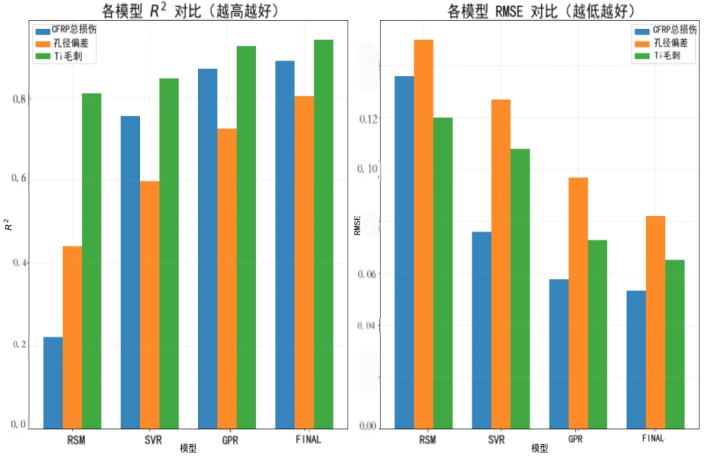
图3 全模型精度对比柱状图
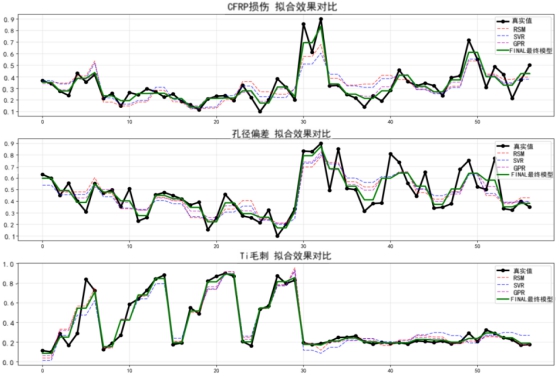
图4 全模型拟合效果图
由柱状图3可直观看出,随着模型的改进升级,每个指标的R2在单调递增,而RMSE在单调递减,其变化非常明朗清晰。由曲线图4可得,融合模型拟合曲线兼具平滑性与贴合度,能较为精准贴合真实数据点,尤其在孔径偏差的局部波动区域表现优异,可真实反映加工参数与质量指标的复杂关系。
4.改进GA与参数优化
(1)针对传统遗传算法存在的早熟收敛、种群多样性不足等问题,设计混沌初始化、自适应交叉变异概率2项核心改进策略,进行两处“轻量化微改”,得到改进GA。基于Python开发平台,完成改进遗传算法的编码实现,涵盖种群初始化、选择、交叉、变异等模块(见下图)。
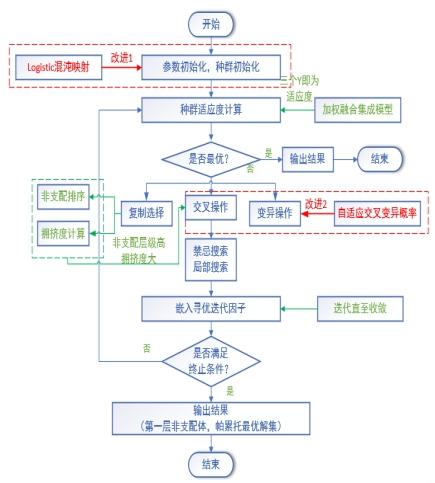
图5 改进GA运行流程图
(2)结合帕累托优化理论,实现多目标帕累托优化,求解最优制孔参数组合,并与传统GA开展对比验证,最终得到最优工艺方案。分别运行传统GA和改进GA,均运行至算法收敛后,对收敛曲线进行分析:
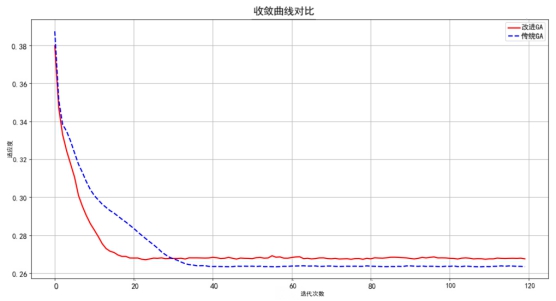
图6 多目标优化收敛曲线对比图
上图表明,混沌初始化与自适应交叉变异有效提升了收敛速度与全局寻优能力。算法运行结束后,经过筛选得到帕累托最优解,构成帕累托最优解集,改进GA与传统GA运行结果三维帕累托前沿对比如下:
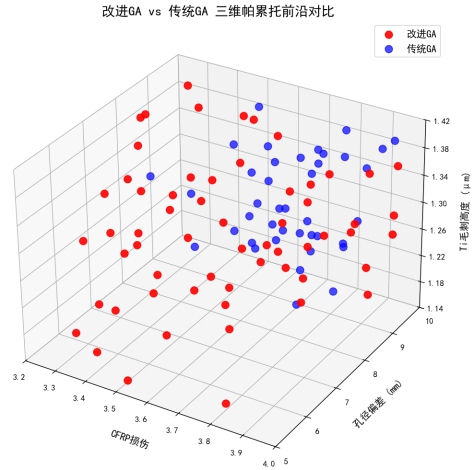
图7 帕累托前沿分布对比图
由此见,改进GA获得的帕累托最优解分布更均匀、更分散,覆盖的决策空间更广;而传统GA的解相对集中,易出现局部收敛现象。这表明改进GA较传统GA有效提升了种群多样性与全局搜索能力,能够提供更多样化、更具代表性的优化方案供工程决策选择。同时,GA是优化算法,运行后一定会收敛到最优区,由图可知,融合模型与GA集成后得到的最优解集在一个小范围内,侧面印证GA的正确有效性,也确定了最优制孔工艺参数的范围区间。
(3)综合考虑航空航天领域对CFRP制孔质量的严格要求,优先控制CFRP总损伤,同时兼顾孔径偏差和Ti毛刺的控制需求,从改进GA的数组帕累托最优解中筛选出以下一组参数作为综合最优制孔工艺参数:
表4 综合最优制孔工艺参数表
综合最优制孔工艺参数 | |||
钻头阶梯比例 | 环境温度 | 叠层顺序 | |
0.62 | -13.00℃ | 0(CFRP在上,钛合金在下) | |
该参数组合对应的预测结果为:CFRP总损伤3.42,孔径偏差6.49mm,Ti毛刺1.22μm,三个目标值均处于较优水平,无明显短板,能够较好地满足实际制孔工艺的质量要求。同时,该参数组合在实际工程中易于实现,具有较强的实用性和推广价值。
三、下一步工作计划

图8 毕业论文工作计划图
由上计划图,稳步推进接下来工作:
1.补充优化结果合理性分析,强化与现有文献的对比讨论,提升学术严谨性。
2.按照指导教师意见修改论文内容,完善公式排版、图表标注、格式规范与参考文献格式统一。
3.制作毕业论文答辩PPT,梳理研究思路、核心方法与关键结论,准备答辩问答。
4.整理全套毕业论文资料,完成最终定稿与归档。

问题一:你建立的加权融合模型属于什么模型?为什么要建立融合模型?它有什么作用,是否有依据?
回答:我建立的加权融合模型属于代理模型。由于本试验成本高、样本数量有限,难以通过大量试验覆盖全参数空间。因此以少量试验数据为基础,构建加权融合代理模型,实现工艺参数与加工质量指标间的高精度映射。该代理模型可在全参数空间内快速预测任意参数组合所对应的加工性能,相当于对有限试验样本进行连续空间的泛化与扩展,扩大样本集。该方法是小样本条件下工艺优化的主流方案,已广泛应用于复杂结构加工参数优化研究中。
问题二:你对传统GA做了哪些改进?改进的目的是什么?
回答:我主要做了两点改进:一是混沌初始化,让初始种群分布更均匀,提高全局搜索能力;二是自适应交叉、变异概率,让算法在迭代前期侧重全局搜索、后期侧重局部寻优,避免早熟收敛。目的是提升算法收敛速度、寻优精度和种群多样性,使最终得到的帕累托最优解更优、分布更均匀。

本阶段研究使我在专业知识、科研能力、软件工具及科研素养上均得到系统锻炼与提升。
专业知识的学习上,系统掌握了叠层材料制孔机理、缺陷成因及工艺规律,深入理解代理模型、加权融合、遗传算法与帕累托多目标优化理论,强化了机械加工与智能优化结合的专业能力。
科研能力方面,完成了从试验设计、数据处理、建模、算法改进到优化分析的完整科研流程训练,显著提升了文献阅读、实验设计、模型对比与算法编程能力。
工具应用上,熟练运用Excel进行数据处理,掌握Python实现数据预处理、建模、算法开发与可视化,可独立完成论文撰写、Visio图表绘制与格式排版。
同时在解决建模融合、算法改进、结果反归一化等问题中,锻炼了逻辑分析与问题调试能力,培养了严谨求实、精益求精的科研态度与工程思维。
经过全流程科研训练,我不仅巩固了机械制造、工艺优化与智能算法等知识,更全面提升了综合科研与学术写作能力,为后续学习和工作奠定了坚实的理论与实践基础。