
【机情无限 精彩毕设】机械2026届毕业设计(论文)中期检查优秀案例分享第二十八期——一种航空轴承保持架抛光机设计

学生姓名:杨雨婕
班 级:机械2022-02班
指导教师:张新 翟守才
毕设题目:一种航空轴承保持架抛光机设计


一、概况
1.选题意义
当前航天技术的飞速发展对空间飞行器的极端环境适应性与全寿命周期稳定性提出了愈发严苛的要求,空间姿态控制机构作为卫星在轨精准指向的核心,其可靠性直接决定航天器能否顺利完成任务,一旦失效便可能引发姿态失控、能源中断等系统性风险,而姿态控制器的失效根源,往往指向轴承部件在空间极端工况下的性能退化与界面失效。对于动量轮等关键部件的轴向承载轴承而言,保持架的磨损失效是诱发系统失效的核心诱因——高速工况下,保持架与滚动体的高频碰撞、摩擦会导致兜孔磨损、润滑失效,而多孔聚酰亚胺(PPI)凭借轻质、耐高温、多孔结构可吸附储存润滑油的特性,能实现空间轴承的自润滑与长寿命运转,成为空间轴承保持架的首选材料。这种材料的多孔结构虽解决了极端环境下的润滑难题,但也带来了新的加工挑战,其低硬度、易损伤的特性对抛光设备的机械结构与控制精度提出了更高要求,因此针对PPI保持架的专用抛光设备研发具有极强的针对性与必要性。
现有PPI保持架兜孔抛光机的机械结构存在诸多技术短板,难以适配材料特性与加工需求。在工装结构方面,传统径向装夹易导致PPI保持架变形,破坏多孔结构与尺寸精度;轴向装夹方案则存在定位基准模糊、重复装夹误差大的问题,且多数工装仅适配单一规格保持架,换型繁琐、加工干涉风险高。在核心传动与执行机构上,部分设备采用的机械臂或五轴机床方案,存在运动链累积误差大、与柔性抛光头协同性不足的缺陷,无法实现PPI保持架兜孔的低损伤超精密加工。这些结构缺陷直接导致抛光后保持架表面质量不均、多孔结构受损,严重影响其自润滑性能与服役寿命,因此优化抛光机的工装定位机制、提升核心部件协同精度,是突破PPI保持架加工瓶颈的关键。
现有抛光设备的控制体系不完善,进一步制约了加工质量与效率的提升。当前PPI保持架的抛光工艺参数(如抛光头转速、形变量、加工时间)多依赖经验选取,缺乏与材料特性匹配的定量优化模型,导致抛光效率与表面质量难以平衡。在运动控制方面,主轴、抛光头与工装的协同逻辑不够精准,不同兜孔的抛光一致性差。因此,建立科学的工艺参数优化模型、完善多部件协同控制逻辑,不仅能降低PPI保持架的加工损伤、提升抛光稳定性,还能减少对操作人员经验的依赖,为实现加工过程的智能化提供技术支撑。
本选题聚焦现有轴承保持架抛光机工装结构的优化改造,针对多孔聚酰亚胺等特殊材质保持架的加工痛点,结合柔性制造与模块化设计理念,开发更为先进的工装方案。优化后的工装将有效解决传统结构在定位精度、夹持损伤、适配范围等方面的突出问题,能够更好地适应不同规格、不同材质保持架的抛光加工需求,提升产品表面质量的稳定性与一致性。这一研究成果不仅能够直接应用于轴承制造企业的实际生产,解决生产过程中的工艺难题,降低生产成本、提高生产效率,还能为相关设备的技术升级提供参考,助力高端轴承的国产化进程,契合智能制造发展战略,对推动机械加工行业的技术进步与产业升级具有重要的现实意义和工程应用价值。
2.任务分解
(1)前期调研与准备工作
系统收集国内外轴承保持架加工工艺、工装夹具设计、柔性夹持技术相关的研究文献、专利资料及行业标准,深入梳理该领域的研究现状与发展趋势,精准把握技术演进方向。在此基础上,完成核心外文文献的翻译工作,结合调研成果撰写文献综述,明确现有技术在结构设计、适配性、加工精度等方面的优缺点,锁定可改进的关键方向,为后续设计工作奠定坚实的理论基础。
(2)结构设计与模型创建
针对现有工装结构存在的核心问题,结合多孔聚酰亚胺材料低硬度、易损伤、多孔的特性及气囊抛光工艺的技术要求,开展多套设计方案的对比与论证,最终确定定位基准、夹持机构、适配结构的优化设计方案,并将标准化、模块化设计理念融入其中,确保方案既满足加工精度需求,又具备良好的通用性与可扩展性。随后,运用专业三维建模软件完成工装整体结构与各零部件的三维建模,明确各零部件的具体结构形式、装配关系及材料选型,在保证结构强度与稳定性的前提下,优先选用标准件,以降低加工难度与后期维护成本。
(3)控制系统设计与程序编写
在结构设计过程中,同步考量工装与抛光机主轴、传动系统及控制系统的协同适配性,积极参与相关控制逻辑的研讨与编写工作,确保工装能够与整机系统协调运作,避免出现运动干涉或适配偏差。设计完成后,通过有限元仿真分析软件对工装结构进行力学性能分析,重点验证结构的强度、刚度及稳定性,精准预测装夹过程中工件可能产生的变形情况,并根据仿真结果对结构参数进行优化调整,进一步提升工装的可靠性与加工适配性。
(4)实验测试与结构优化
全面整合设计全过程的技术资料、仿真分析数据及相关实验结果,严格按照毕业设计规范撰写论文,系统梳理研究思路、设计方案、验证过程与优化成果。同时,精心准备答辩相关材料,针对设计细节进行完善与补充,确保答辩内容详实、逻辑清晰,顺利完成答辩考核。
二、已完成工作
1.文献调研与方案确定:系统收集了国内外关于轴承保持架加工工艺、工装夹具设计、气囊抛光技术以及多孔聚酰亚胺材料摩擦学性能的相关文献和专利,深入梳理了该领域的研究现状与发展趋势。基于调研成果,确定了激光检测自动定位方案,即通过扫描旋转托盘和保持架外圆轮廓计算偏心量,利用控制系统实现抛光头与兜孔圆心的自动对准,从而解决人工定位误差大的问题。在抛光主轴方案上,确定了“中空电机轴+旋转接头”的气路集成方案,该方案能够在保证气囊高速旋转的同时实现稳定充气,兼顾了效率与可靠性。
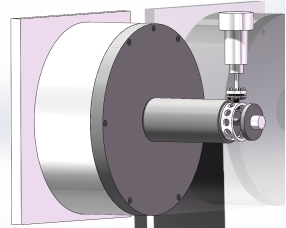
图1 工装结构设计方案
2.机械结构设计与三维建模:完成了工装安装盘、电机安装支架、气路转接头、抛光气囊夹持机构等关键零部件的详细设计。工装采用模块化安装盘结构,通过更换不同的适配模块,可以实现不同规格保持架的快速换型,有效解决了传统工装适配单一的问题。电机安装支架经过了多轮优化。优化后的支架已通过3D打印制作并安装,验证表明运行稳定性明显改善。
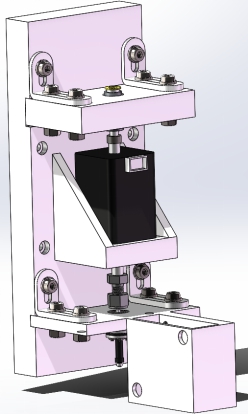
图2 电机安装支架装配体
3.实物采购与搭建:完成了微型高压活塞气泵(调压范围0-0.5MPa)、比例阀、一体化中空电机套装、密封卡套、气管接头等核心部件的采购。气路系统已按照设计方案完成搭建:气泵供气后,经外径6mm的气管连接比例阀进行精确调压,再通过气动旋转接头送入电机中空轴,电机输出轴端通过M5内螺纹与密封卡套连接,卡套夹持抛光气囊,实现了充气与高速旋转的同步。在气密性测试中卡套密封性能良好,验证了旋转充气式气囊抛光头方案的可行性。

图3 气路设计与配件选型

图4 实物模型搭建
4.气囊形变规律研究:设计并开展了系统的实验。实验结果表明,随气压增大,气囊呈现中部鼓胀、两端约束的轴对称形变规律。在此基础上,对粘贴了丝绸抛光垫的气囊进行了同样的实验,进行了十组重复实验以减少手工测量误差。数据分析后确定,最佳工作气压区间为250~280kPa,气囊上最适合进行抛光的轴段长度约为3mm,而保持架厚度约为2.68mm,因此该方案满足抛光要求。这部分工作为后续抛光工艺参数的优化提供了可靠的实验依据。
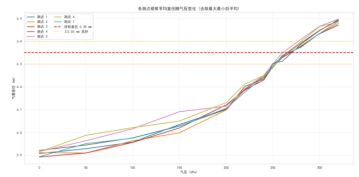
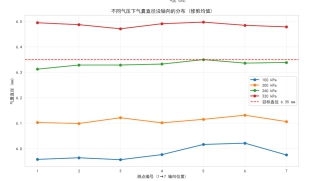
图5 实验数据可视化分析
三、下一步工作计划
1.优化电机安装支架的结构设计,改用金属材料进行精密加工:根据目前3D打印支架在实际运行中暴露出的问题,进一步优化支架的局部结构,比如减少拆分板、调整螺钉安装孔位置等,然后绘制金属加工图纸,联系加工店进行铝合金或钢件加工。完成新支架的制作与更换后可显著提高系统的运行精度和稳定性。
2.完成控制程序的编写与调试:整理一份详细的控制需求文档,明确电机转速控制信号、气泵启停信号、比例阀压力调节信号、激光扫描触发与数据采集、运动控制卡与各轴的联动逻辑等接口定义和参数范围。程序初步完成后,将在抛光机上进行联机调试,逐步实现兜孔自动定位、抛光头自动对中、12个兜孔顺序抛光等核心功能。预计在下周内完成程序的基本调试,完成后开始进行自动化流程的试运行。
3.开展系统的抛光工艺实验:在控制程序调试完成后,按照单因素实验的方法,分别改变气压、转速和抛光时间等参数,测试不同参数组合下保持架兜孔内壁的表面粗糙度变化规律。同时记录气囊在每次实验后的磨损情况,初步建立气囊寿命与工艺参数之间的经验关系。
4.同步推进毕业设计论文的撰写工作:目前论文的前两章已完成初稿,接下来将根据实验进展,陆续完成后续内容的攥写。预计在4月底前完成论文初稿,5月上旬进行修改完善,准备后续提交终稿和答辩。

问题一:电机安装支架最初存在晃动问题产生原因是什么,增加角码固定器和下方轴承的改进方案为什么有效?
回答:最初设计的电机安装支架是一个较长的悬臂结构,电机的中空轴细长比较大,运行时在离心力和惯性力的作用下,离固定端越远的部位晃动幅度越大,导致抛光头也跟着晃动,影响抛光精度。我的改进方案是:一方面在上方用角码固定器卡住气动旋转接头的外壳,防止它相对于电机壳体晃动;另一方面在下方增加一块支撑板,并在板上安装一个内径3mm的精密轴承,让抛光头的中轴穿过这个轴承,这样轴承就给旋转部件提供了一个额外的径向支撑点,相当于缩短了悬臂长度。这个支架目前是3D打印的,后续会换成金属加工件,精度会更高。
问题二:针对气囊形变规律实验得出的最佳工作气压区间250~280kPa、有效抛光轴段约3mm的结论。这个实验数据是如何指导你后续的工装和工艺设计的?
回答:首先,保持架的厚度大约是2.68mm,而我们测出气囊上适合抛光的圆柱段长度约为3mm,刚好能够完整覆盖兜孔深度,这说明气囊的尺寸设计是合理的。其次,最佳气压区间250~280kPa为我们后续的抛光工艺实验提供了起始参数,我可以在这个范围内精细调节气压,观察表面粗糙度的变化。另外,气囊形变规律显示,气压增大时气囊呈现中部鼓胀、两端约束的轴对称形变,这意味着气囊端部有一定的锥度,这个锥度可以方便气囊进入兜孔,而中部的圆柱段才是真正的抛光工作面。所以我们在控制程序里会先让气囊在较低气压下进入兜孔,再升压到工作气压进行抛光,最后降压退出。这些设计都直接来自于形变实验的结论。

回顾到目前为止的毕设过程,从最初拿到课题时的迷茫,到中期答辩时的从容,最大的收获并非图纸数量或实验次数,而是学会了“遇事不慌、设法解决”的思维方式。起初调研时,我连“筒夹”都不知为何物,联系企业屡屡碰壁,后来以学生身份诚恳请教,才获得了工程师的指点——做技术不能闭门造车,提问也需讲究方法。搭建气路时,螺纹连接处处漏气,气囊无法充起,一度让我怀疑方案是否可行。冷静下来与老师讨论,用激光焊封死缝隙,问题得以解决,这让我理解了“先验证功能、再优化结构”的工程逻辑。电机晃动问题同样棘手,反复检查装配无果后,发现根源在于悬臂过长,于是增加角码和轴承辅助支撑,最终稳定。这些经历让我从“纸上谈兵”的学生,成长为敢动手、会查资料、能沟通的准工程师。磕绊中的每一次突破,都让我更相信自己能解决问题——这大概就是毕设最大的意义。衷心感谢毕设过程中各位老师的悉心指导。