
【机情无限 精彩毕设】机械2026届毕业设计(论文)中期检查优秀案例分享第三十六期——蜂窝芯夹层结构高精度微孔加工技术研究

学生姓名:纪玉龙
班 级:机械2022-01班
指导教师:白锦轩
毕设题目:蜂窝芯夹层结构高精度微孔加工技术研究


一、概况
1. 选题意义
本设计旨在深入研究蜂窝芯夹层结构在不同加工方式下的微孔成形机制。研究重点包括在机械钻孔、超声振动钻孔与激光钻孔等工艺条件下,孔形、孔壁及毛刺等特征的形成规律。通过系统分析不同加工参数对孔边缘质量的影响,如机械钻孔中的转速与进给量、超声振动中的振幅、激光加工中的功率与扫描速度等,探索最优加工工艺并进行参数优化,最终实现高精度微孔加工的工艺优选。
2. 任务分解
第一部分:熟悉题目,查阅资料,完成文献综述、翻译外文资料 (2 周)
第二部分:开展蜂窝芯夹层结构机械及超声辅助机械钻孔实验研究 (4 周)
第三部分:开展蜂窝芯夹层结构紫外或红外纳秒激光钻孔实验研究 (4 周)
第四部分: 实现工艺优选并优化工艺参数 (4 周)
第五部分: 撰写毕业设计说明书、完成毕业设计论文 (2 周)
评阅及答辩 (1 周)
二、已完成工作
1. 蜂窝芯夹层结构机械钻孔实验研究
(1)针对 2.6 mm 孔径,利用单因素法分别研究主轴转速和进给速度对微孔形貌的影响。
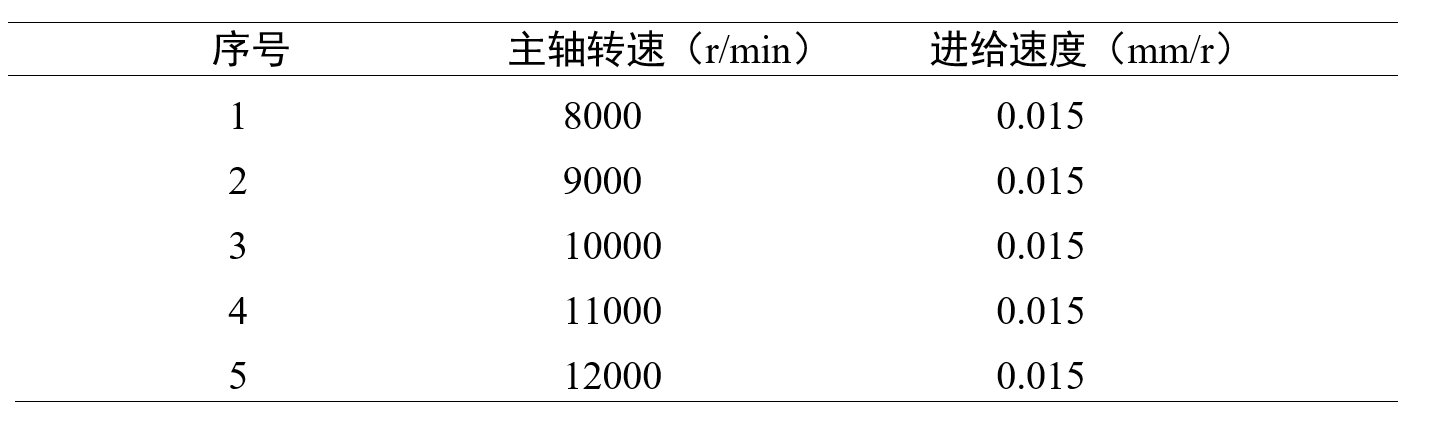
表 1
通过对比 8000 r/min、9000 r/min、10000 r/min、11000 r/min 及 12000 r/min 工况(表 1)下的微孔形貌特征可知:当转速为 10000 r/min 时,微孔入口(图 1 中)毛刺显著减少,无明显孔壁撕裂现象,蜂窝芯亦未产生明显变形,微孔结构完整性最优,孔壁粗糙度随转速提升呈持续下降趋势,可有效保障加工精度;该转速下崩边量虽略有增加,但崩边形态细小,对工件整体加工质量的影响处于可控范围,同时微孔出口(图 1 右)无明显撕裂痕迹,出口毛刺亦相对细小。综合各项加工质量指标,确定 10000 r/min 为最佳加工转速。
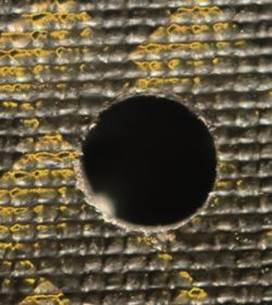

![XD7PQ19QO0P[}]A4_E5[GI2](/__local/8/6F/A4/BB2C0C13CAC6963F23937E5D2AB_5A3A2FD5_1F7F.png)
图 1 10000 r/min 时微孔形貌特征
基于上述优选结果,将主轴转速设为恒定参数,进行进给速度单因素试验。
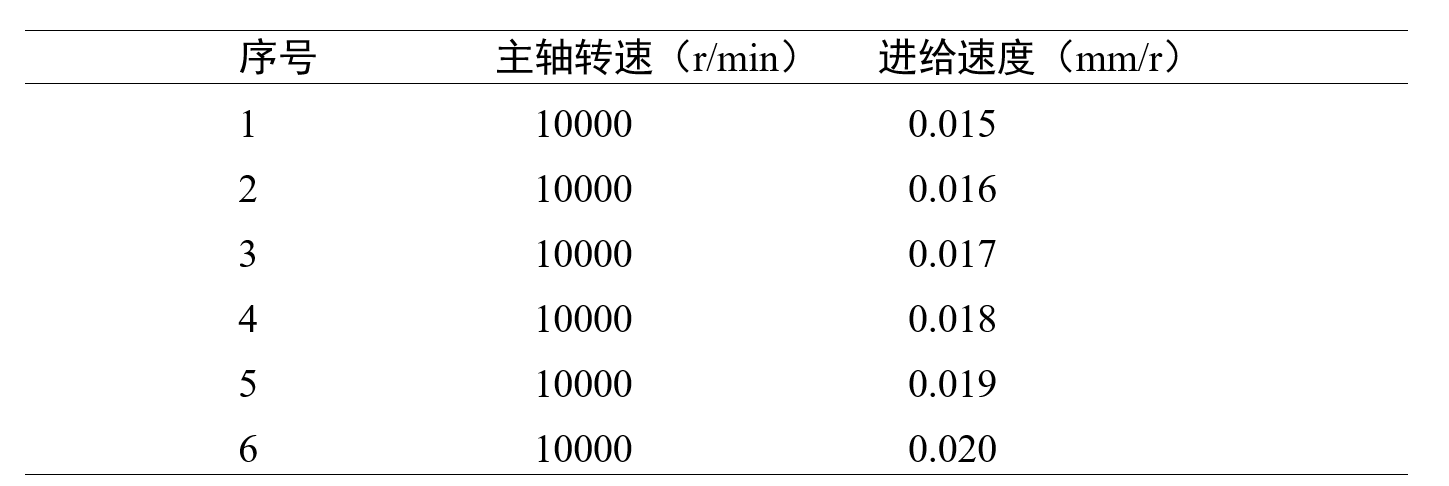
表 2
通过对比 0.015 mm/r、0.016 mm/r、0.017 mm/r、0.018 mm/r、0.019 mm/r 及 0.020 mm/r 工况(表 2)下的微孔形貌特征可知:当进给速度为 0.018 mm/r 时,微孔入口(图 2 中)无明显毛刺与崩边,蜂窝芯基体基本无变形,孔壁未出现明显撕裂现象,微孔整体结构完整性最优;微孔出口(图 2 右)毛刺量为各工况中最少,且无明显撕裂缺陷。以内部结构完整性为核心质控指标,故选定 0.018 mm/r 为最优进给速度。
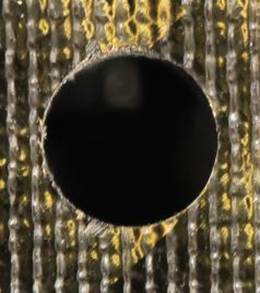
![OG[V~]TMB(MZ5PR6M@12O03](/__local/6/CA/E1/C905E61044A2E0C90DD6C2BDCBC_1CBD4C69_19AC.png)
图 2 0.018 mm/r 时微孔形貌特征
(2)针对 4.1 mm 孔径,利用单因素法分别研究主轴转速和进给速度对微孔形貌的影响。
表 3
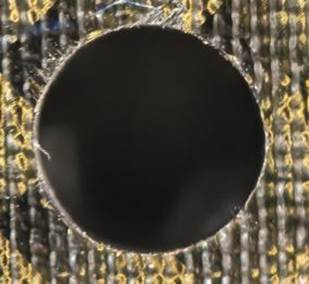
通过对比 5000 r/min、6000 r/min、7000 r/min、8000 r/min、9000 r/min、10000 r/min及11000 r/min 工况(表 3)下的微孔形貌特征可知:当主轴转速为 9000 r/min 时,微孔入口(图 3 中)毛刺显著减少,崩边缺陷基本消除;蜂窝芯变形程度持续降低,未出现孔壁撕裂现象,孔壁粗糙度同步下降,孔内加工质量稳定;出口(图 3 右)无明显毛刺,仅存在微量崩边。该转速为所有试验参数中孔内质量与孔口质量综合最优的加工参数,因此优选 9000 r/min。
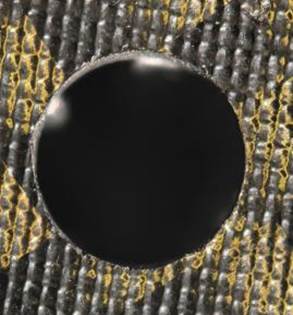

图 3 9000 r/min 时微孔形貌特征
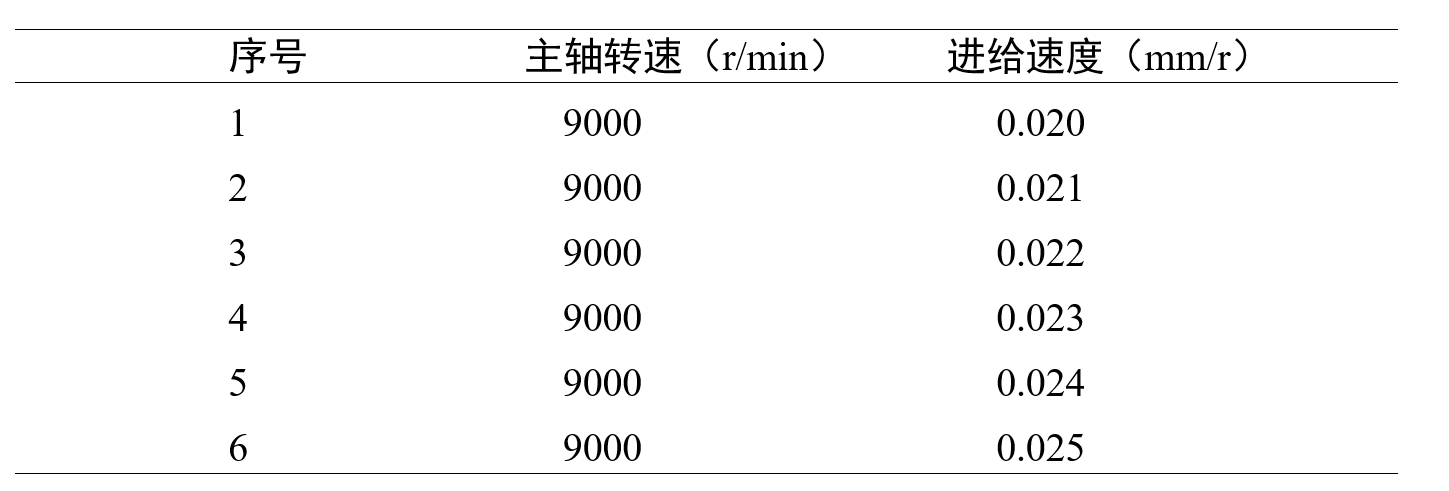
表 4
通过对比 0.020 mm/r、0.021 mm/r、0.022 mm/r、0.023 mm/r、0.024 mm/r 及 0.025 mm/r 工况(表 4)下的微孔形貌特征可知:当进给速度为 0.024 mm/r 时,微孔入口(图 4 中)虽存在较为明显的毛刺与细小崩边,但孔壁无明显撕裂现象,内部变形与崩边程度均控制在较低水平,且孔壁粗糙度有所降低;微孔出口(图 4 右)的毛刺和崩边量为各工况中最少。该进给速度可实现加工缺陷的均匀控制,综合加工效果最优,因此优选 0.024 mm/r 为最佳进给参数。
![2X9[OU9$AS]{2UP3S9ZW@(V](/__local/C/8F/B7/C7E237EEA6AF62A5E9B0220A2D8_7559014F_16B9.png)
图 4 0.024 mm/r 时微孔形貌特征
2. 蜂窝芯夹层结构超声辅助钻孔实验研究
本次实验中,固定超声振动频率为 30 kHz,以功率为单因素变量,探究其对铝蜂窝芯微孔加工孔口毛刺、孔壁变形、表面粗糙度等形貌特征的影响规律。
(1)针对 2.6 mm 孔径,基于机械钻孔的优选结果,将主轴转速和进给速度设为恒定参数,进行超声功率单因素试验。
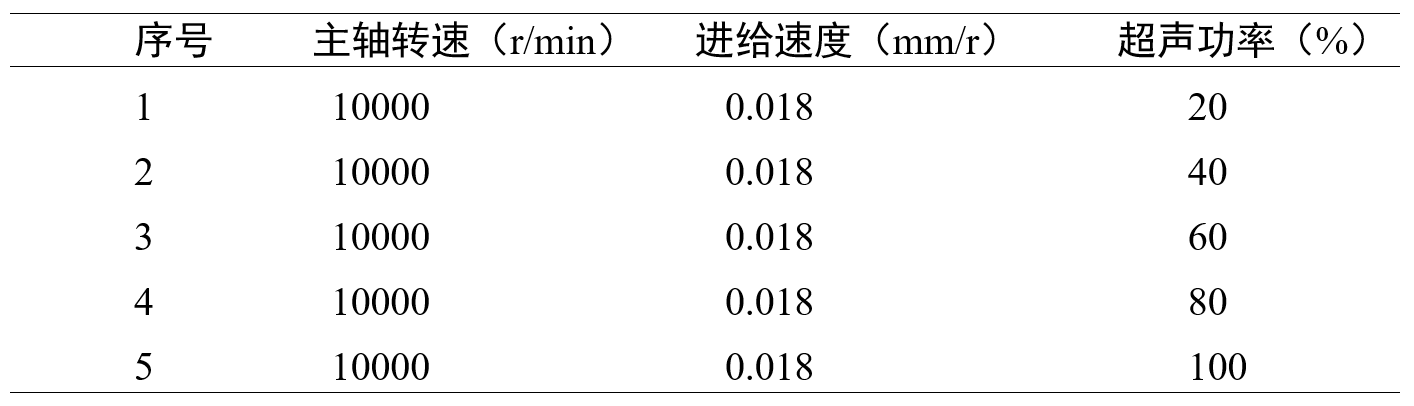
表 5
通过对比超声功率为 20 %、40 %、60 %、80 % 及 100 % 工况(表 5)下的微孔形貌特征可知:当超声功率设定为 20 % 时,微孔入口处(图 5 中)的毛刺与崩边缺陷均得到显著抑制,孔口外观质量最优;微孔出口(图 5 右)虽存在少量毛刺,但蜂窝芯无明显变形,孔壁亦未出现撕裂现象,微孔结构完整性保持最佳。综合考量孔口外观质量与蜂窝芯变形控制效果,20 % 超声功率可实现二者的最优均衡,因此选定 20 % 为优选超声加工功率。
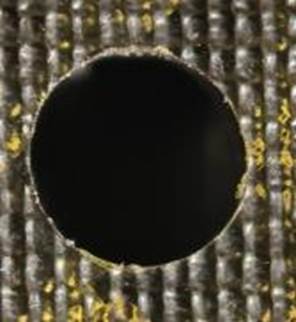
![M%4]3B`@V~JJT3AOM%EXO[A](/__local/3/10/D0/D361A9CE545476FA89667BD1427_AFDC7DA0_246F.png)
图 5 20 % 功率时微孔形貌特征
(2)针对 4.1 mm 孔径,基于机械钻孔的优选结果,将主轴转速和进给速度设为恒定参数,进行超声功率单因素试验。
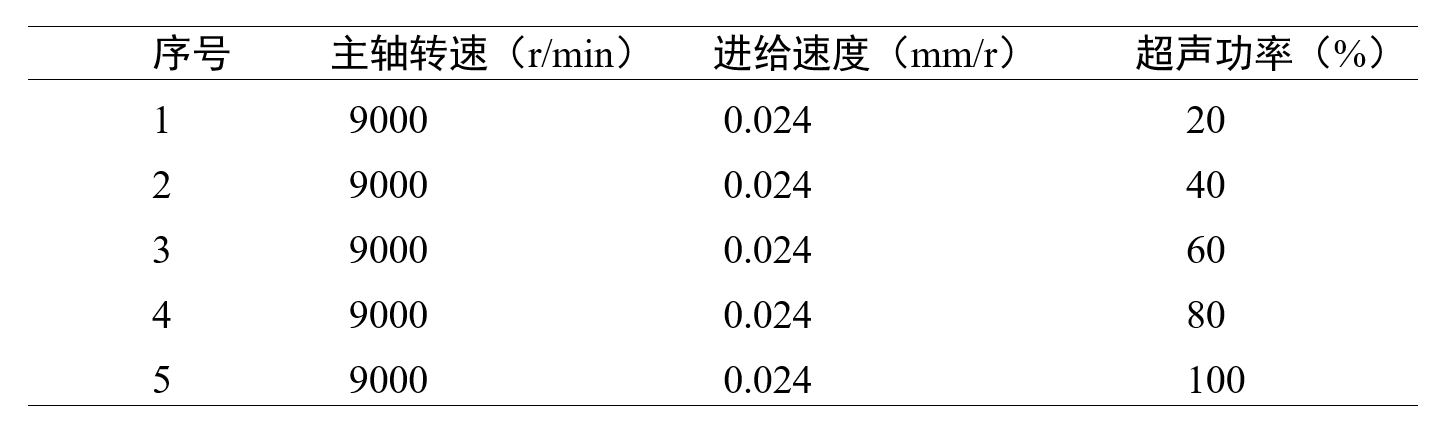
表 6
通过对比超声功率在 20 %、40 %、60 %、80 % 及 100 % 工况(表 6)下的微孔形貌特征可知:当超声功率为 100 % 时,微孔入口(图 6 中)毛刺虽略有增加,但孔壁粗糙度达到最小值,孔壁撕裂现象大幅减少;同时微孔出口(图 6 右)无明显毛刺与崩边缺陷,加工质量可充分满足铝蜂窝夹层结构的使用可靠性要求。综合上述指标,优选 100 % 功率作为最优超声加工功率。


图 6 满功率时微孔形貌特征
总结:对比纯机械钻孔,采用超声辅助加工工艺可显著优化铝蜂窝芯微孔的加工成型质量,能够有效抑制孔口入口处的撕裂与崩边缺陷。在超声振动耦合作用下,孔壁表面未出现明显的撕裂痕迹,传统加工方式下易产生的孔壁波浪形塑性变形亦基本消除,极大地提升了微孔内壁的规整度与结构完整性,有效改善了蜂窝芯的整体加工成型效果。
3. 蜂窝芯夹层结构激光钻孔实验研究
(1)首先采用红外纳秒激光进行打孔加工。纯激光打孔工艺在 30 mm 厚深孔的实际加工中存在显著缺陷:当激光加工至一定深度时,孔壁结构与熔融残渣会对光束形成遮挡,致使激光能量持续发散衰减,难以实现铝蜂窝芯的有效穿透(图 7 左);同时,加工过程缺乏良好的散热条件,下层 CFRP 材料因热量不断累积极易发生热烧蚀起火(图 7 右)。针对上述问题,本研究采用激光预打孔结合超声辅助机械钻孔的复合加工方案。
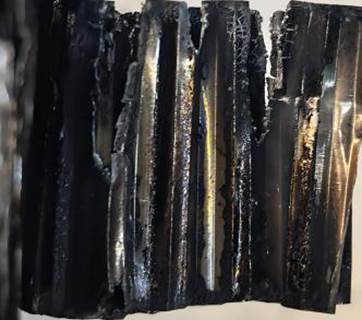

图 7 纯激光下微孔打孔效果
(2)红外纳秒激光预穿孔实验中,由于 CFRP 的树脂胶和碳纤维的性能差异,当功率密度能够把表面的树脂胶清除时,激光能量不足以进行下层的碳纤维打孔(图 8 左);当功率密度能够刚好把碳纤维打穿时,扩散的热影响则会影响周围的树脂胶(图 8 右),两者不可兼得,因此考虑使用紫外纳秒激光用冷加工的方式进行激光预打孔。


图 8 红外纳秒激光下蒙皮预打孔效果
(3)通过改变功率、扫描速度、进给量,将热影响区控制在可控范围之内(如图 9)。
图 9 紫外激光预打孔下热影响区效果。
预打孔分为“近尺寸预穿孔(图 10 左)”和“引导孔预穿孔(图 10 右)”,但在实际机械钻孔实验中,同样出现显著的纤维撕裂。对比超声辅助机械钻孔,激光预打孔并没有起到改善孔口质量的作用,反而让孔口的缺陷更加严重,对比之下,超声辅助机械钻孔和纯机械钻孔都是明显优于激光预打孔的实验。

图 10 预打孔终孔加工后微孔形貌特征
三、下一步工作计划
1. 优化工艺:通过激光预钻单侧蒙皮,将快速固化胶填充固化,固化的胶液能增强蜂窝芯夹层强度,使制孔时不易出现劈裂和孔壁软化的问题,最后再用机械钻终钻,最终碎屑将不会卡在蜂窝格子中,且还能有效排出。
2. 创新点:针对铝蜂窝夹层结构微孔制孔难题,提出一种紫外激光预打孔+孔底密实灌胶+机械终孔的复合加工新工艺,属于制造工艺与加工方法层面的工艺性创新,该方法能够有效解决了传统制孔工艺中蜂窝压溃、孔壁破损、碎屑残留及灌胶填充不密实等工程痛点。

问题一:在密封胶灌注作业的实际操作过程中,孔口顶部区域易出现胶液溢流外漏的问题,针对该工艺缺陷,可采取何种技术措施予以解决?
回答:我考虑分别采用两种优化方案:一是选用高稠度固化胶进行灌注,依靠胶液自身高粘度特性抑制倒挂滴漏;二是采用发泡胶填充,利用其优异的膨胀性能实现孔腔全域密实填充,但需重点验证发泡胶固化后的硬度指标,研判其在终钻切削加工过程中是否存在塌陷失效风险。
问题二:激光预打孔经机械终孔加工后,孔口缺陷反而比纯机械钻孔更严重,其主要原因是什么?
回答:紫外激光预打孔虽能控制热影响区,但会使 CFRP 蒙皮孔壁产生微裂纹、脆化层及局部炭化现象,降低孔边缘力学强度;后续机械钻孔时,刀具切削力易沿脆化区域扩展,加剧孔口崩边与纤维拔出,因此激光预打孔未起到改善作用,反而放大了孔口缺陷。

通过本次针对蜂窝芯夹层结构微孔成形工艺的毕业设计研究,我系统完成了机械钻孔、超声辅助钻孔及紫外激光钻孔的系列实验与对比,同时通过三种不同工艺的研究,为我提出激光预打孔+灌胶补强+机械终孔的复合新工艺提供了可靠的思路,在专业知识、实验技能、工程思维与科研素养等方面均收获颇丰,也对复合材料精密加工领域有了更为深刻的认知。
在专业知识学习上,我不再局限于课本中的理论概念,而是切实掌握了铝蜂窝夹层结构的加工特性与核心痛点,深入理解了主轴转速、进给量、超声功率、激光工艺参数对孔形精度、孔壁质量、蜂窝结构完整性的影响规律。通过对 2.6 mm、4.1 mm 两种孔径开展单因素对比实验,我明晰了不同孔径下加工参数的适配逻辑,也理清了机械钻孔、超声辅助钻孔、激光制孔各自的工艺优势与缺陷,逐渐弄懂了蜂窝芯易压溃、碳纤维易撕裂、孔口易崩边的内在机理。
此外,我也清晰地认识到自身的不足,例如对工艺机理的理论分析仍不够深入,对复合工艺的参数组合研究尚有欠缺。但此次研究经历为我今后的学习与工作奠定了坚实基础,让我真切地感受到复合材料制造工艺的实用性与挑战性。未来我将继续夯实专业基础,强化工程实践能力,以更严谨的态度面对技术问题,努力将所学知识应用于实际工程问题的解决之中。